1993 - Cape Charles
| Year | 1993 |
| Vessel | Cape Charles |
| Location | North of Panama Canal |
| Cargo type | Bulk |
| Chemicals | TRIMETHYLCHLOROSILANE |
Summary
At about 5pm on August 30, 1993, the U.S. Coast Guard's Marine Safety Office (MSO)/Group Los Angeles - Long Beach, California, U.S.A. was notified of a suspected hazardous material leak from a portable tank on the container ship "Cape Charles". While travelling north from the Panama Canal, the ship's crew noticed red streaks and corrosion down the sides of two tank containers, one on top of the other, on the forward deck storage area (Figure 1 shows position of tank containers in relation to other freight containers). There was also significant corrosion to the deck.
The suspected cause was trimethylchlorosilane in the top tank. This is a flammable (IMO Class 3.1) corrosive (IMO subsidiary class) liquid which produces phosgene gas (CL2CO) when ignited. Phosgene gas is a common combustion product resulting from the burning of many chlorinated compounds. It is considered poisonous and corrosive.
Trimethylchlorosilane and its vapours are extremely reactive with water producing hydrochloric acid and hydrogen gas.
The shipment was produced by General Electric Silicones, New York, U.S.A.
Narrative
At about 5pm on August 30, 1993, the U.S. Coast Guard's Marine Safety Office (MSO)/Group Los Angeles - Long Beach, California, U.S.A. was notified of a suspected hazardous material leak from a portable tank on the container ship "Cape Charles". While travelling north from the Panama Canal, the ship's crew noticed red streaks and corrosion down the sides of two tank containers, one on top of the other, on the forward deck storage area (Figure 1 shows position of tank containers in relation to other freight containers). There was also significant corrosion to the deck.
The suspected cause was trimethylchlorosilane in the top tank. This is a flammable (IMO Class 3.1) corrosive (IMO subsidiary class) liquid which produces phosgene gas (CL2CO) when ignited. Phosgene gas is a common combustion product resulting from the burning of many chlorinated compounds. It is considered poisonous and corrosive.
Trimethylchlorosilane and its vapours are extremely reactive with water producing hydrochloric acid and hydrogen gas.
The shipment was produced by General Electric Silicones, New York, U.S.A.
Resume
The ship's crew was immediately ordered to steer clear of the area of exposure.
The MSO officials contacted the Los Angeles Fire Department, the port police, the county health department, shipping representatives and a hazardous materials response contractor. The vessel was directed to an anchorage while a tug held it in position to keep the crew upwind of the source of release. Two persons from the response contractor company donning level "A" protective equipment in fully encapsulated suits boarded the vessel to find out the cause of the release and the condition of the tank with the chemical.
It was determined that the product was trimethylchlorosilane and the leak which had now apparently stopped was from the top of the tank. Flammable readings did not indicate potential danger whilst the tank's pressure gauge was indicating zero pressure. A faulty pressure relief valve was suspected to be the cause of the leak. Integrity of the tank was a primary concern.
Two persons from the response contractor company and two from the fire department went aboard the vessel to inspect the tank which was found to be in good condition and could be moved to an isolation area ashore. Flammable and organic vapour readings gave negative results.
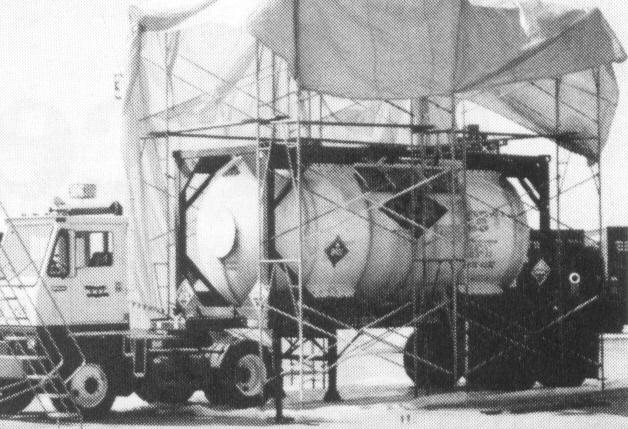
To keep the internal pressure from increasing, the tank was protected from the sun and continually monitored for temperature and flammable vapours (Figure 2).
On September 1, a plan of action was devised among the engineers from the manufacturers of the product, Coast Guard officials and personnel from the response contractor company. Preparations were made to inspect the pressure relief valves and related equipment to find out if repair was possible and, if not, if the contents could be transferred to another tank. Preparations included obtaining sufficient quantities of nitrogen gas (1924m3) to power pneumatic chemical pumps to prevent moisture from coming into contact with the chemical. A sodium hydroxide vapour scrubber was obtained to neutralize the acidic vapours. Also obtained was a replacement pressure relief valve, other valve equipment and level "A" protective equipment.
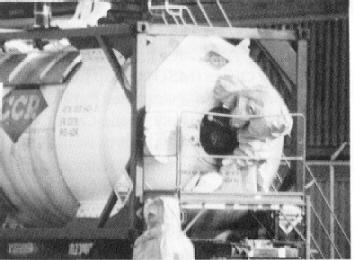
On the evening of September 2, the first stage of the operation began. The tank's pressure was measured by response personnel and was found to be 27.6kPa (Figure 3). Using ammonia spray, a small leak was detected between the pressure relief valve and the ruptured disk assembly (the latter is a safety valve, designed to rupture before the tank to bleed off excess pressure). Four of the six bolts holding the assembly together were loose. All involved were confident that the loose belts caused the leak. After securing the bolts, the valve showed no further signs of leakage. The tank was decontaminated and monitored.
On September 9, the valve again showed slight signs of leakage. Following consultation with engineers of the manufacturing company, it was decided to replace the valve. An entry team entered the hot zone and connected a scrubber to the tank to remove all contaminants. The tank was slowly depressurized as the team monitored the vapour as it came out of the scrubber. After the tank had reached ambient pressure, a second team removed the pressure relief valve and blocked off the opening. A new valve assembly was installed and the tank was brought up to 6.9kPa with nitrogen. The old valve was removed and dismantled.
The old valve assembly was inspected and it was found that the improper screw was used.